DavidinAus
Western Thunderer
Am I going over old ground? If so, I apologise.
I have decided it might be a good thing to learn how to use a 3D drawing program, and the one I have chosen is the freeware "FUSION 360" one.
The learning process is not easy, but it's coming along. The possibilities are enormous.
A few revelations though.
3D printers for plastic parts are cheap and easy to get. Metal? Well that it a different matter: which metal? Copper, steel, stainless steel?
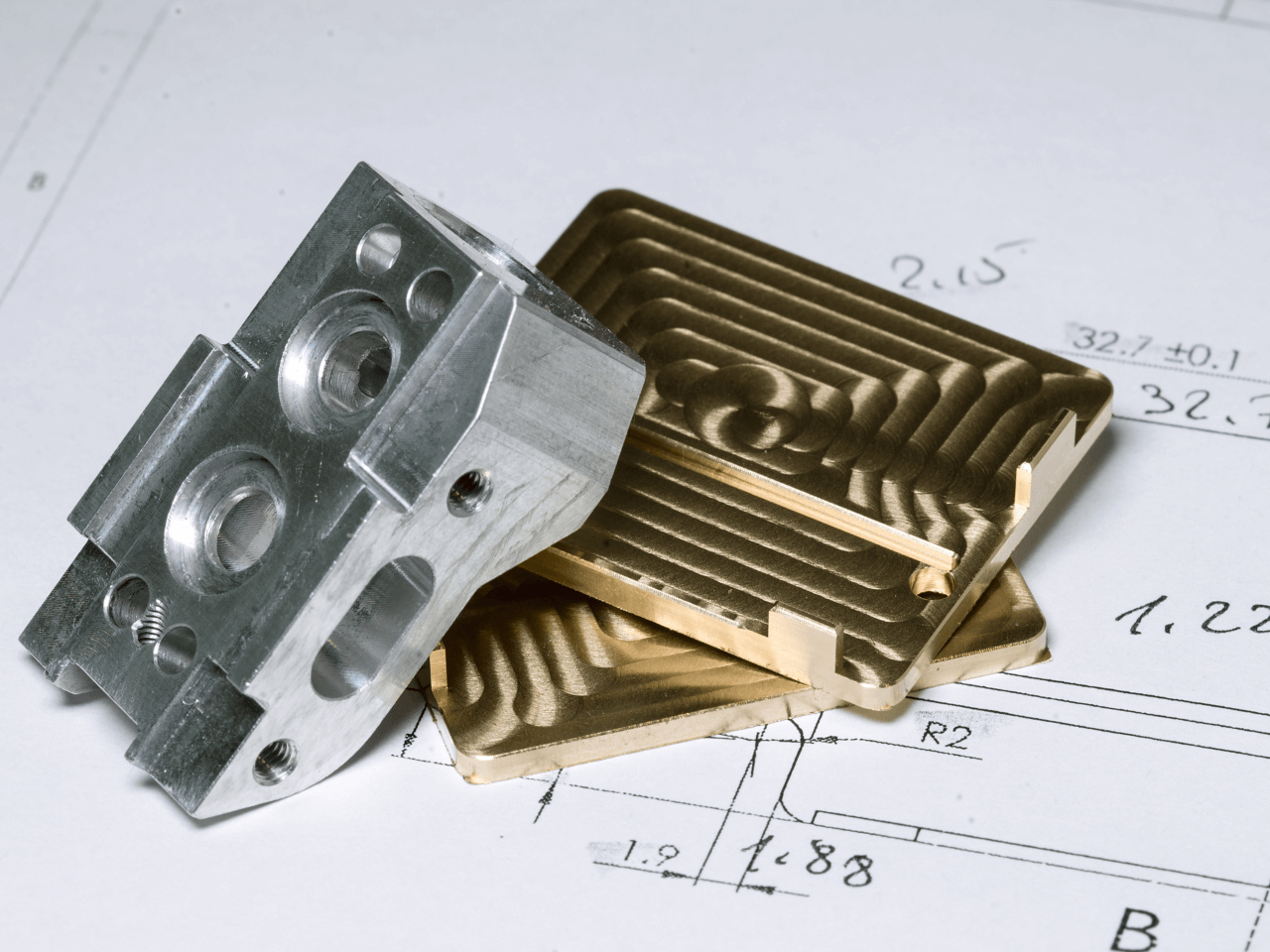
Also, it appears, 3D-printed parts have a rough finish, though how rough I don't yet know.
My plan has been to "draw" a few parts, then see if I can find someone to "print" them for me, preferably in metal. So far I have little idea how much it will cost.
Also, the rough finish: is it noticeable?
If I were to build a "live steam" model, would the 3D-printed cylinders and pistons leak too much steam? If so could I make them up with enough spare metal to smooth them down? Either with files, sandpaper, etc, or even with a lathe?
The metal printer I have found near me in Sydney offers copper, mild steel or stainless steel. Would any of these be suitable?
Learning how to use Fusion 360 seems to have been the easy bit!
Advice, comments, etc., gratefully received.
I have decided it might be a good thing to learn how to use a 3D drawing program, and the one I have chosen is the freeware "FUSION 360" one.
The learning process is not easy, but it's coming along. The possibilities are enormous.
A few revelations though.
3D printers for plastic parts are cheap and easy to get. Metal? Well that it a different matter: which metal? Copper, steel, stainless steel?
Also, it appears, 3D-printed parts have a rough finish, though how rough I don't yet know.
My plan has been to "draw" a few parts, then see if I can find someone to "print" them for me, preferably in metal. So far I have little idea how much it will cost.
Also, the rough finish: is it noticeable?
If I were to build a "live steam" model, would the 3D-printed cylinders and pistons leak too much steam? If so could I make them up with enough spare metal to smooth them down? Either with files, sandpaper, etc, or even with a lathe?
The metal printer I have found near me in Sydney offers copper, mild steel or stainless steel. Would any of these be suitable?
Learning how to use Fusion 360 seems to have been the easy bit!
Advice, comments, etc., gratefully received.
Last edited: